
机床介绍
WXK-650AZ高精密重型数控螺纹铣床是本公司在WXK-500KZ的基础上充分研究和开发,综合分析了国内和国外的同类产品优越性和存在缺点综合设计开发的一代新产品,该产品适合于加工外径在100-650之间,长度在2500之内的轧辊。加工月牙槽直径在φ6~φ60之内的各种槽型,符合GB1499-2018标准。该产品可按客户的任意角度要求自动切削不同的旋向,跳槽,等分等。可根据客户的要求制作各种精轧螺纹。雕铣头根据客户要求制作各种高标和防伪标记等。产品自动化程度高,功能齐全,一机多用,满足客户的加工要求。适合加工超高硬度大规格的碳化钨辊环和高速钢轧辊、复合辊等。
技术特点说明
WXK-650AZ型高精密重型数控轧辊月牙槽机床具有自动化程度高、加工精度高、切削效率高、操作安全可靠等优点,机床满足铣槽、跳槽、刻字在一次装夹中完成,不需要二次装夹轧辊。
该机床床身采用独立四道导轨,整体铸造,刚性好,床身导轨采用超音频淬火硬度HRC48-52,耐磨度高使用寿命长,整机精度稳定,不易变形等优点。适合加工超高硬度大规格的碳化钨辊环和高速钢轧辊、复合辊等。
床头箱主轴采用双列圆柱滚子轴承,承载大刚性好,可调整径向间隙,保证工件运转平稳性等特点。工件旋转轴采用球型蜗杆传动,精度高低速扭矩大,有足够扭矩保证大规模的切削的承载力量。
飞刀机构通过6级精度研磨无间隙齿轮将动力传递给飞刀铣头主轴,达到增加输出力矩以保证大规格螺纹铣削顺利进行。由于高精度无间隙斜齿轮本身传动稳定精度高、接触面积大承载能力强、没有相对位移等特点。同时齿轮表面进行超音频淬火齿面硬度高(齿面硬度为HRC52-55)、耐磨等,润滑条件良好能够保证长期齿面不易磨损和传动力矩大更能保证机床寿命。
(尾页附飞刀结构截图)
尾架采用整体自动移动方式,无需人工手摇移动,减少工人劳动强度节省工时,尾架套筒采用复合式传动方式,套筒尾架主轴,轴承采用双列圆柱滚子轴承,承载大刚性好,可调整径向间隙等优点(高精密重型数控九游体育·(NineGame Sports)官方网站上使用)。
雕铣轴采用电主轴(我厂定制专供:刚性足、受力均匀、散热性好、配置高)直接安装无过度连接,可以在不同材质轧辊上任意雕刻。
机床大拖板纵向移动采用高精度滚珠丝杆传动,轴承采用进口轴承,传动精度高,刚性好,系统可以独立和联动控制,实现一道孔型到下一道孔型的高精度自动移位。
本机床进刀轴采用单独控制,实现铣槽和雕刻的独立性(无需机械或电气切换)。与机床各功能部位之间无干涉现象,实现轧辊满行程加工。
本机床电器箱有专业空调装置,可以在恶劣环境中确保电器元件的正常运行延长电器的使用寿命。
本机床电气配置采用全套原装西门子828D六轴数控系统,全套原配伺服和驱动器,保证系统和伺服的性能的正常运行。
系统内装载了本公司自主研发的自动编程软件,只需输入有关的数据和参数,即可自动生成程序进行加工,无需手工输入程序,减少了操作者编程过错造成废槽的损失。无需操作人员有专业数控基础即可快速掌握机床的操作(操作界面见附图)
能实现人工干预暂停加工、利用手持进行工件轴的微调后,并从暂停点开始加工。
确保加工的月牙槽达到GB1499.2-2018标准以及日标、美标、英标、德标等欧美标准。
|
主要规格和技术参数 |
|
|
|
加工轧辊最大直径 |
650mm |
|
|
最小直径 |
100mm |
|
|
加工轧辊最大长度 |
2500mm |
|
|
加工辊面最大长度 |
1800mm |
|
|
加工月牙槽规格 |
Φ6~Φ60 |
|
|
头架主轴卡盘直径 |
500mm |
|
|
铣削飞刀转速A轴 |
0~600rpm |
|
|
工件回转速度 |
0~30rpm |
|
|
雕刻头电机额定功率 |
2.2Kw |
|
|
雕刻头电机型号额定转速 |
DK85/24000rmp |
|
|
冷却泵电机 |
AB25-120W |
|
|
控制系统 |
西门子828D |
|
|
伺服电机额定功率 |
XI轴 12NM 2.2KW |
|
|
XII轴 12NM 2.2KW |
||
|
Y轴22NM 2.9KW |
||
|
Z轴12NM 2.2KW |
||
|
A轴 30NM 4.5KW |
||
|
B轴 12NM 2.2KW |
||
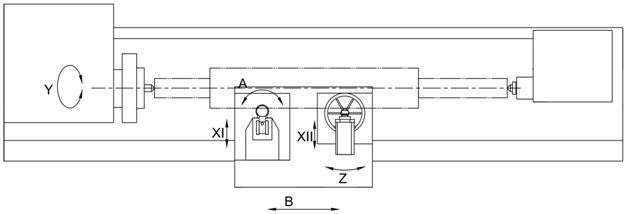
西门子828D六轴示意图
|
最小编程量及最小进刀量 |
0.001,0.001mm |
|
|
顶尖间最大工件重量 |
5000kg |
|
|
机床外形尺寸 |
6000*2360*1800mm |
|
|
机床工作电源 |
380V,50HZ;15KVA |
|
|
机床重量 |
6800kg |
|
螺纹铣床(液压涨紧轴版)")



